




آلومینیوم و ترکیبات آن یکی از پراستفادهترین مواد در سراسر جهان به شمار میروند. این ماده پس از فولاد، بیشترین مصرف را در صنعت دارد و در زمینههای گوناگونی به کار برده میشود. سبکی و مقاومت خوب آلومینیوم باعث شده تا در ساخت بسیاری از محصولات مورد استفاده قرار گیرد. در این مطلب از رونیکس، میخواهیم شیوههای ویژه و حرفهای جوش دادن آلومینیوم را برای شما بیان کنیم.
رونیکس را بخوانید.
روشهای تخصصی جوشکاری آلومینیوم
جوش دادن آلومینیوم با کمک الکترود، کاری دقیق و نیازمند مهارت است. برای اتصال قطعات آلومینیوم به یکدیگر، راههای گوناگونی وجود دارد. در ادامه، برخی از روشهای ویژه برای جوشکاری این فلز را مرور میکنیم:
جوشکاری با استفاده از قوس الکتریکی
جوشکاری با لیزر
جوشکاری با پرتوهای الکترونی
جوشکاری اصطکاکی

روشهای گوناگونی برای جوش دادن قطعات آلومینیومی وجود دارد. هر روش برای کاربرد خاصی مناسب است. در ادامه، برخی از رایجترین این روشها را به زبان ساده توضیح میدهیم.
**۱. جوشکاری با گاز محافظ (جوش TIG یا آرگون)**
این روش برای کارهای ظریف و با کیفیت بالا استفاده میشود. در اینجا از یک الکترود تنگستن و گاز آرگون برای محافظت از محل جوش در برابر هوا استفاده میکنند. این روش کنترل خوبی به جوشکار میدهد و جوشی تمیز و دقیق ایجاد میکند.
**۲. جوشکاری با سیم جوش و گاز (جوش MIG)**
این روش سریعتر است و برای قطعات ضخیمتر یا پروژههای طولانی مناسب است. در اینجا یک سیم جوش به طور خودکار به محل جوش تغذیه میشود و همزمان گاز محافظ (معمولاً مخلوطی از آرگون) از نازل خارج میشود تا منطقه جوش را بپوشاند.
**۳. جوشکاری با الکترود دستی (جوش SMAW یا برق)**
این روش قدیمیتر است و از الکترودی استفاده میکند که خودش پوشش دارد. این پوشش هنگام سوختن، گاز محافظ تولید میکند. اگرچه یادگیری آن آسان است، اما جوش حاصل ممکن است به زیبایی روشهای TIG یا MIG نباشد و معمولاً برای آلومینیوم چندان رایج نیست.
**۴. جوشکاری مقاومتی (مثل نقطهجوش)**
در این روش، جوش نه با ذوب کردن و افزودن ماده، بلکه با فشار و حرارت ایجاد میشود. دو قطعه آلومینیوم را روی هم قرار میدهند و با عبور جریان برق قوی از آن نقطه، حرارت ایجاد میشود. سپس با اعمال فشار، دو قطعه در آن نقطه به هم جوش میخورند. این روش در صنایع بزرگی مانند خودروسازی بسیار پرکاربرد است.
توصیه میکنیم این مطلب معرفی ابزار تعمیرات موبایل را حتماً بخوانید.
**۵. جوشکاری با شعله (جوش اکسیاستیلن)**
این روش سنتی از یک مشعل با گاز استیلن و اکسیژن برای ذوب کردن فلز پایه و سیم جوش استفاده میکند. کنترل دما در این روش برای آلومینیوم سخت است و نیاز به مهارت زیادی دارد، بنابراین امروزه کمتر مورد استفاده قرار میگیرد.
انتخاب بهترین روش به عواملی مانند ضخامت قطعه، مهارت جوشکار، تجهیزات در دسترس و کیفیت مورد نیاز برای جوش بستگی دارد.
جوشکاری با قوس الکتریکی
در این شیوه جوشکاری از الکترودهای ویژهای استفاده میشود که ترکیب آنها ۹۵ درصد آلومینیوم و ۵ درصد سیلیسیم است. در این فرآیند، ضخامت قطعهای که قرار است جوش بخورد با قطر الکترود ارتباط مستقیم دارد؛ به این معنی که برای قطعههای ضخیمتر باید از الکترود کلفتتری بهره برد. جوشکاری با قوس الکتریکی عمدتاً به دو روش TIG و MIG انجام میگیرد.
جوشکاری TIG
جوشکاری تیگ که با نام جوشکاری با الکترود ثابت نیز شناخته میشود، یکی از بهترین راهها برای اتصال آلومینیوم است. در این فرآیند، یک قوس الکتریکی بین الکترود ثابت و قطعه کار برقرار میشود. برای محافظت از منطقه جوش، از گاز بیاثری مثل آرگون استفاده میکنند تا از سوختن الکترود و ایجاد اکسید جلوگیری شود. به همین خاطر است که این روش را جوشکاری آرگون هم مینامند. پس از تشکیل حوضچه جوش، جوشکار یک سیم آلومینیومی به آن اضافه میکند تا هم فضای خالی پر شود و هم استحکام اتصال افزایش یابد.
برای جوش دادن آلومینیوم با این روش، باید از برق متناوب (AC) استفاده کرد، نه برق مستقیم (DC). جوشکاری تیگ معمولاً برای ورقهایی با ضخامت بین یک تا شش میلیمتر ایدهآل است. این روش به دلیل دقت و کنترل بالایی که دارد، یک تکنیک تخصصی محسوب میشود و در صنایع حساسی مانند هوا فضا و کشتیسازی کاربرد گستردهای دارد.

جوشکاری MIG
در جوشکاری MIG از یک سیم فلزی به عنوان الکترود استفاده میکنند. این سیم به صورت کلاف داخل دستگاه جوش قرار میگیرد و از طریق یک کابل به نوک تفنگ جوشکاری میرسد. در این روش، برای محافظت از محل جوش از یک گاز محافظ مانند هلیوم یا دیاکسید کربن (CO2) استفاده میشود. این نوع جوشکاری برای کار روی قطعاتی با ضخامت حدود ۴ میلیمتر بسیار مناسب است. اگر قطعه کار نازکتر و در حد ۱ میلیمتر باشد، معمولاً از جریان مستقیم (DC) استفاده میشود و برای ضخامتهای بیشتر از جریان متناوب (AC) بهره میبرند. مطالعه مقالهای با موضوع جوشکاری CO2 میتواند اطلاعات خوبی در این زمینه به شما ارائه دهد.

نکات مهم جوشکاری با قوس الکتریکی
الکترودها میتوانند رطوبت را به خود جذب کنند. به همین دلیل حتماً باید آنها را در جای خشک و مناسب نگهداری کنید. اگر الکترودها مرطوب شدند، آنها را با حرارت ۲۰۰ درجه سانتیگراد خشک کنید.
ضخامت آلیاژ مصرفی باید با ضخامت قطعه آلومینیومی که میخواهید جوش دهید، یکسان باشد.
به زاویهٔ درست جوشکاری دقت کنید. الکترود باید با زاویهٔ ۴۵ درجه نسبت به سطح کار قرار گیرد. اگر سطح کار کثیف یا ناهموار بود، پیش از جوشکاری آن را با سیمظرف یا کاغذ سنباده تمیز کنید.
در جوشکاری آلومینیوم، فاصلهٔ نوک الکترود تا کار باید بسیار کم باشد. اگر قطعهای ضخامت ۵ میلیمتر دارد، آن را تا ۲۰۰ درجه سانتیگراد گرم کنید تا نرم شود. برای ورقهای آلومینیومی با ضخامت ۲۰ میلیمتر، این دما به ۴۰۰ درجه سانتیگراد افزایش مییابد.
هنگام تعویض الکترود، اطراف محل جوش (تا حدود ۳ سانتیمتر) را با آب نیمهگرم از گل جوش و ناخالصیها پاک کنید.
برای ورقهای نازک با ضخامت کمتر از ۲ میلیمتر، از جوش اکسیژن یا استیلن استفاده کنید. همچنین هنگام کار از پودر مخصوص جوشکاری کمک بگیرید. این پودر علاوه بر افزایش استحکام جوش، با تسریع ذوب، سرعت کار شما را نیز بالا میبرد.
بیشتر بخوانید: «موتور جوش رونیکس»
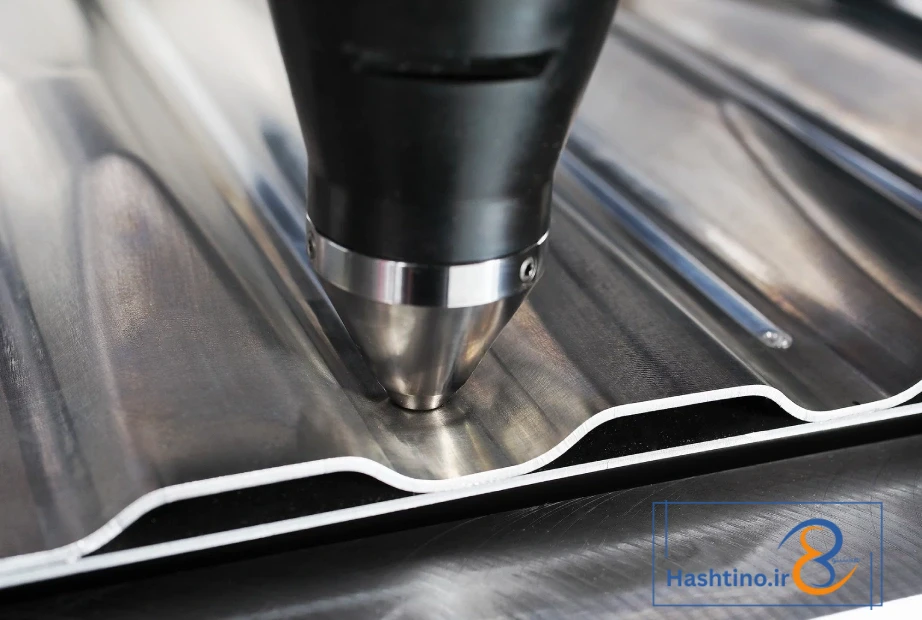
جوشکاری با لیزر
در فرآیند جوشکاری با لیزر، یک حوضچه مذاب باریک و عمیق شکل میگیرد که قطعات را به هم متصل میکند. این شیوه از جوشکاری، مناسبترین روش برای آلیاژهای آلومینیومی به شمار میرود که در برابر ترکخوردگی، استحکام پایینی دارند.

جوشکاری با پرتو الکترونی
این روش بسیار شبیه به جوشکاری با لیزر عمل میکند، با این تفاوت که در محیط خلاء صورت میگیرد و نیازی به استفاده از گاز محافظ در فرآیند جوش ندارد. روش جوشکاری با پرتو الکترونی برای اتصال قطعات ضخیم از جنس آلیاژهای آلومینیوم ایدهآل است. دلیل این موضوع آن است که در این روش، حوضچه مذاب تشکیلشده کوچک است، اما در عین حال نفوذ بسیار عمیقی در قطعه کار ایجاد میکند و در نتیجه اتصالی محکم و باکیفیت تولید میشود.

جوشکاری با پرتو الکترونی
در این روش جوشکاری، از یک پرتو بسیار متمرکز و پرسرعت از الکترونها برای ایجاد حرارت استفاده میشود. این پرتو به سطح قطعه کار برخورد میکند و انرژی آن به گرما تبدیل میشود. این گرما باعث ذوب شدن فلز در نقطه مورد نظر و اتصال دو قطعه به یکدیگر میشود.
این فرآیند معمولاً در یک محفظه خلأ انجام میگیرد. دلیل ایجاد خلأ این است که از پراکنده شدن پرتو الکترون توسط مولکولهای هوا جلوگیری شود و همچنین از اکسید شدن فلز داغ جلوگیری کند.
جوشکاری با پرتو الکترونی برای اتصال فلزاتی که به سختی جوش میخورند و نیز برای ایجاد جوشهای بسیار باریک و عمیق مناسب است. این روش در صنایع پیشرفتهای مانند هوافضا، ساخت تجهیزات پزشکی و خودروسازی کاربرد دارد.
بیشتر بخوانید: «دستگاه جوش رونیکس 4604»
جوشکاری با جوش اصطکاکی
در روش جوشکاری اصطکاکی، اتصال دو قطعه نه با ذوب کردن، بلکه از طریق مالش و اصطکاک بین آنها ایجاد میشود. این فرآیند به منطقه جوش آسیب نمیرساند و همچنین نیازی به گاز محافظ برای جلوگیری از اکسایش ندارد. جوشکاری اصطکاکی خود به دو نوع اصلی تقسیم میشود: جوشکاری اصطکاکی اغتشاشی و جوشکاری اصطکاکی چرخشی.
جوشکاری به روش اصطکاکی، یکی از راههای اتصال قطعات فلزی به یکدیگر است. در این روش، دو قطعه را با فشار به هم میچسبانند و سپس یکی از آنها را به سرعت میچرخانند. این چرخش سریع باعث ایجاد اصطکاک و گرمای بسیار زیاد در محل تماس میشود. گرمای تولید شده، مواد دو قطعه را در نقطه اتصال نرم و خمیری میکند. در این مرحله، چرخش متوقف میشود اما فشار بین دو قطعه همچنان ادامه مییابد. این فشار باعث میشود مواد نرم شده در هم آمیخته و پس از سرد شدن، اتصالی محکم و یکپارچه تشکیل دهند. این روش برای اتصال فلزات مشابه و حتی برخی فلزات متفاوت به کار میرود و نیازی به ماده اضافی مانند سیم جوش ندارد.
در زمان جوشکاری آلومینیوم به این نکات توجه کنید
جوشکارها هنگام کار با آلومینیوم گاهی دچار سردرگمی میشوند؛ زیرا برخلاف فولاد که استحکام جوش و فلز پایه یکسان است، در آلومینیوم استحکام جوش از خود قطعه کمتر خواهد بود. به همین دلیل، انتخاب الکترود مناسب مهمترین مرحله در جوشکاری آلومینیوم با این روش است. آگاهی کامل درباره ویژگیهای آلومینیوم و نحوه جوشپذیری آن، تأثیر مستقیمی بر کیفیت نهایی کار دارد. همانند هر مهارت دیگری، برای جوشکاری آلومینیوم نیز باید اصول اولیه آن را به خوبی فرا بگیرید. این نکات را در هنگام جوشکاری از یاد نبرید:
**جنس و ویژگیهای آلیاژهای آلومینیوم را بشناسید:**
دانستن جنس و قابلیتهای آلیاژهای مختلف آلومینیوم بسیار مهم است. نرمشدن و انعطافپذیری هر آلیاژ به دمای حرارتدهی آن بستگی دارد؛ بنابراین یک روش و میزان حرارت یکسان برای همه آلیاژها مناسب نیست.
**انواع آلیاژهای آلومینیوم را تشخیص دهید:**
برای انتخاب روش صحیح جوشکاری، شناخت انواع آلیاژهای آلومینیوم ضروری است. آلیاژهای سری ۱۰۰۰، ۳۰۰۰، ۵۰۰۰ و ۶۰۰۰ را میتوان با جوشکاری قوسی جوش داد، اما آلیاژهای سری ۲۰۰۰ و ۷۰۰۰ معمولاً با این روش قابل جوشکاری نیستند. البته استثناهایی مانند آلیاژ ۲۲۱۹ و ۷۰۲۰ وجود دارند که با جوشکاری قوس الکتریکی قابل اتصال هستند.

جوشکاری آلومینیوم
جوشکاری آلومینیوم روشی برای اتصال قطعات این فلز به یکدیگر است. آلومینیوم به دلیل ویژگیهای خاصی مانند رسانایی گرمایی بالا و وجود لایه اکسید روی سطح، نیاز به دقت و روشهای ویژهای در جوشکاری دارد. برای انجام یک جوش باکیفیت، باید سطح قطعه تمیز شود و از دستگاه جوش مناسب و مهارت کافی استفاده گردد. با رعایت این اصول، میتوان اتصالی محکم و بادوام ایجاد کرد.
بیشتر بخوانید: «دستگاه جوش مینی رونیکس»
آلیاژهای آلومینیوم برای جوشکاری
همانطور که پیشتر اشاره شد، هر نوع آلیاژ آلومینیوم روش جوشکاری مخصوص به خود را دارد. اما پیش از شروع جوشکاری، باید مطمئن شوید که سطح کار سالم و بدون ترک باشد و همچنین از استحکام مکانیکی لازم برخوردار باشد. به طور کلی، آلیاژهای آلومینیوم در هفت گروه اصلی دستهبندی میشوند:
**آلیاژهای سری ۱۰۰۰:** این آلیاژها مقدار بسیار زیادی آلومینیوم خالص دارند و به همین دلیل ساختارشان چندان محکم نیست. سری ۱۰۰۰ در برابر خوردگی مقاومت خوبی دارد و جوش دادن آن آسان است. معمولاً برای جوشکاری این آلیاژها از سیم جوش ۱۱۰۰ استفاده میشود.
اطلاعات جامعتری در مورد این موضوع را در معرفی بهترین برند ابزارآلات در جهان و ایران پیدا کنید.
**آلیاژهای سری ۲۰۰۰:** این سری از ترکیب آلومینیوم و مس به دست میآید. قابلیت جوشکاری و انعطافپذیری آنها پایین است و مقاومت کمی در برابر خوردگی دارند. آلیاژهای سری ۲۰۰۰ برای عملیات ماشینکاری مناسب هستند و بیشتر در صنایع هوافضا کاربرد دارند.
**آلیاژهای سری ۳۰۰۰:** این آلیاژها از مخلوط آلومینیوم و منگنز تولید میشوند و مقاومت بالایی در مقابل خوردگی دارند. سری ۳۰۰۰ انعطافپذیر است و به راحتی جوش میخورد. کاربرد اصلی آنها در ساخت مبدلهای حرارتی و سیستمهای تهویه است.
**آلیاژهای سری ۴۰۰۰:** ترکیب آلومینیوم و سیلیسیم، آلیاژهای سری ۴۰۰۰ را تشکیل میدهد. چون نقطه ذوب سیلیسیم بسیار پایین است، از این آلیاژ بیشتر در ساخت سیمجوش استفاده میشود. در واقع، آلیاژهای این گروه اغلب به عنوان فلز پایه به کار میروند.
**آلیاژهای سری ۵۰۰۰:** این آلیاژها از آلومینیوم و منیزیم ساخته میشوند. از ویژگیهای مهم آنها میتوان به مقاومت عالی در برابر خوردگی، قابلیت شکلدهی آسان و جوشپذیری خوب اشاره کرد. آلیاژهای سری ۵۰۰۰ بیشتر به عنوان ماده پرکننده (فیلر) در جوشکاری استفاده میشوند.
این موضوع را بهتر بشناسید با مطالعه معرفی و بررسی نکات نگهداری از یخچال | موارد بسیار مهم برای نگهداری از یخچال.
**آلیاژهای سری ۶۰۰۰:** این گروه از ترکیب آلومینیوم، منیزیم و سیلیسیم تولید میشود و استحکام متوسطی دارد. با این حال، مقاومت آن در برابر خوردگی بسیار بالا است و به خوبی شکل میپذیرد. این آلیاژها ممکن است در دمای بالا ترک بخورند. از سری ۶۰۰۰ معمولاً در سازههای ساختمانی استفاده میشود.
**آلیاژهای سری ۷۰۰۰:** آلیاژهای سری ۷۰۰۰ از ترکیب آلومینیوم، روی و منیزیم یا آلومینیوم، روی و مس ساخته میشوند. این سری استحکام بسیار بالایی دارد، اما انعطافپذیری کمی دارد و به آسانی ترک میخورد. البته آلیاژهای ۷۰۰۳، ۷۰۰۵ و ۷۰۳۹ را میتوان با سیم جوش ۵۳۵۶ جوش داد. کاربرد اصلی سری ۷۰۰۰ در صنایع هوافضا است.

جوشکاری آلومینیوم
جوشکاری آلومینیوم فرآیندی است که برای اتصال قطعات این فلز به یکدیگر استفاده میشود. آلومینیوم به دلیل ویژگیهای خاصی مانند رسانایی گرمایی بالا و وجود لایه اکسید روی سطح، به روشهای ویژهای برای جوشکاری نیاز دارد. برای انجام یک جوش باکیفیت، باید سطح قطعه تمیز شود و از گازهای محافظ مناسب مانند آرگون استفاده گردد. روشهای رایج جوشکاری آلومینیوم شامل جوشکاری قوس تنگستن (TIG) و جوشکاری قوس فلزی (MIG) است که هر کدام برای کاربردهای خاصی مناسب هستند. با رعایت اصول و انتخاب مواد مصرفی درست، میتوان اتصالی محکم و بادوام ایجاد کرد.
بیشتر بخوانید: « انواع الکترود جوشکاری»
بهترین روش جوشکاری آلومینیوم کدام است؟
در این مطلب از رونیکس، به بررسی جوشکاری آلومینیوم که یکی از پرکاربردترین روشهای جوشکاری است و شیوههای تخصصی انجام آن پرداختیم. همانطور که اشاره شد، جوشکاری آلومینیوم کاری دقیق و فنی است و نیازمند مهارت و تجربه کافی میباشد. اما پرسش اصلی اینجاست: بهترین روش برای جوشکاری آلومینیوم کدام است؟
در پاسخ باید گفت هر یک از روشهای موجود مزایا و معایب خاص خود را دارند و انتخاب بهترین گزینه به شرایط و نیازهای پروژه شما بستگی دارد. برای انجام درست هر روش، به تجهیزات مناسب، رعایت اصول ایمنی و آگاهی فنی کافی نیاز است. به نظر شما کدام روش برای جوشکاری آلومینیوم مناسبتر است؟ پیشنهاد شما چیست؟ دیدگاههای خود را با ما در میان بگذارید.
سوالات متداول:
برای جوشکاری آلومینیوم از چه روشهایی استفاده میشود؟
میتوان از روشهایی مانند جوشکاری قوس الکتریکی، جوشکاری لیزری، جوشکاری با پرتو الکترونی و جوشکاری اصطکاکی بهره برد.
تفاوت آلیاژهای سری 1000 با سری 5000 در چیست؟
در آلیاژهای سری 1000 مقدار بسیار بالایی آلومینیوم خالص به کار رفته، در حالی که آلیاژهای سری 5000 از ترکیب آلومینیوم و منیزیم ساخته میشوند.